以下是:电机专用钢B50A350分条加工的产品参数
| 产品参数 |
|---|
| 产品价格 | 2/吨 |
|---|
| 发货期限 | 3天内 |
|---|
| 供货总量 | 50000 |
|---|
| 运费说明 | 电议 |
|---|
| 最小起订 | 1 |
|---|
| 质量等级 | 精品 |
|---|
| 是否厂家 | 是 |
|---|
| 产品材质 | 冷轧 |
|---|
| 产品品牌 | 宝武日本进口 |
|---|
| 产品规格 | 0.08-0.65 |
|---|
| 发货城市 | 上海武汉 |
|---|
| 产品产地 | 上海武汉 |
|---|
| 加工定制 | 粗加工 |
|---|
| 产品型号 | 多种 |
|---|
| 可售卖地 | 全国 |
|---|
| 质保时间 | 一年 |
|---|
| 适用领域 | 电器马达电机变压器磁感器互感器稳压器继电器电磁开关新能源电机电动汽车变压器军工电机发电机组航天造船汽车等 |
|---|
| 是否进口 | 否 |
|---|
| 品名 | 电工钢 冷轧无取向电工钢 冷轧取向电工钢卷冷轧取向硅钢 取向电工钢冷轧无取向硅钢冷轧无取向硅钢 |
|---|
| 规格 | 0.08 0.1 0.05 0.18 0.2 0.23 0.27 0.3 0.35 0.5 0.65 1.0mm |
|---|
| 包装 | 原厂精包装 |
|---|
| 用途 | 电器马达电机变压器磁感器互感器稳压器继电器电磁开关新能源电机电动汽车变压器军工电机发电机组航天造船汽车等 |
|---|
以下是:电机专用钢B50A350分条加工的图文视频
电机专用钢B50A350分条加工,鹿程国际贸易有限公司为您提供电机专用钢B50A350分条加工产品案例,联系人:鹿丙伟,电话:021-56152236、13764370568,QQ:871956683,发货地:宝山区蕰川公路777号宝钢厂区607-609室发货到浙江省 丽水市 莲都区、青田县、缙云县、遂昌县、松阳县、云和县、庆元县、龙泉市。 浙江省,丽水市 1949年10月,设丽水专区;2000年7月19日,撤销行署建制,设丽水市。丽水市被誉为“浙江绿谷”,境内海拔1000米以上的山峰有3573座,龙泉市凤阳山黄茅尖海拔1929米,庆元县百山祖海拔1856.7米,分别为浙江省、第二高峰。丽水市是全国文明城市、生态示范区、生态保护与建设示范区、中国旅游城市、中国生态旅游城市、浙江省森林城市、浙江高质量发展建设共同富裕示范区首批试点之一、第二批“绿水青山就是金山银山”实践创新基地、第三批社会信用体系建设示范区;全市有多家A级景区,其中缙云仙都景区成为5A级旅游景区。
我们精心制作的电机专用钢B50A350分条加工产品视频已经准备就绪,探寻电机专用钢B50A350分条加工产品背后的故事,视频带你走进精彩世界!
以下是:电机专用钢B50A350分条加工的图文介绍
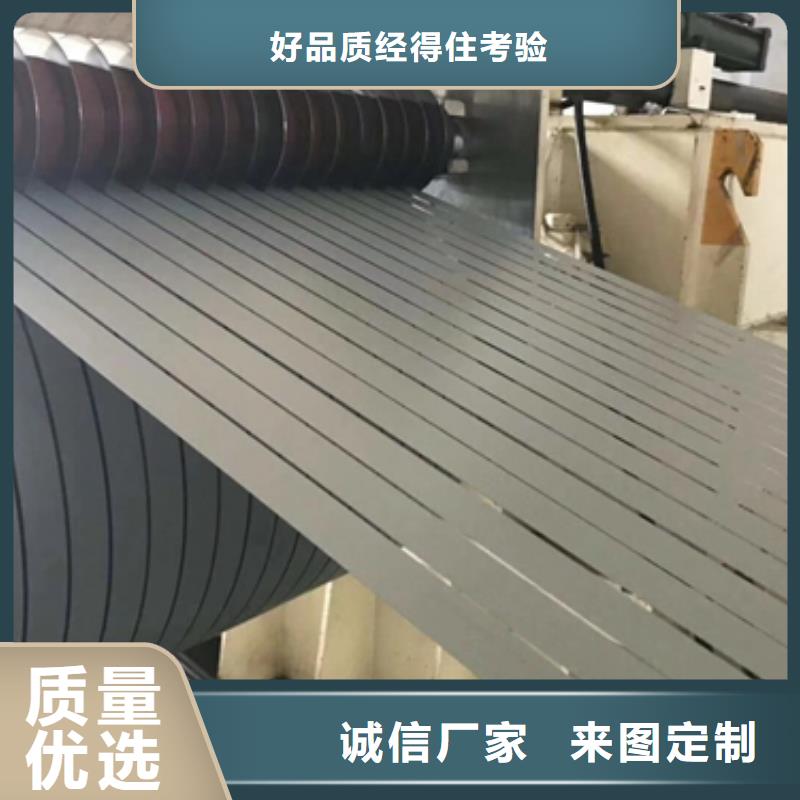
产品优势图


电工钢硅钢片对硅钢性能的要求主要是:1、浙江丽水同城铁损低,这是硅钢片质量的重要指标。各国都根据铁损值划分牌号,铁损愈低,牌号愈高。2、浙江丽水同城较强磁场下磁感应强度(磁感)高,这使电机和变压器的铁芯体积与重量减小,节约硅钢片、浙江丽水同城铜线和绝缘材料等。3、浙江丽水同城表面光滑、浙江丽水同城平整和厚度均匀,可以提高铁芯的填充系数。4、浙江丽水同城冲片性好,对制造微型、浙江丽水同城小型电动机更为重要。5、浙江丽水同城表面绝缘膜的附着性和焊接性良好,能防蚀和改善冲片性。绝缘涂层将硅钢板加工成铁芯时,为改善其加工性能并防止相当于钢板厚度自乘的涡电流损失,采用连续涂镀设备,在钢板上下面喷射绝缘涂液



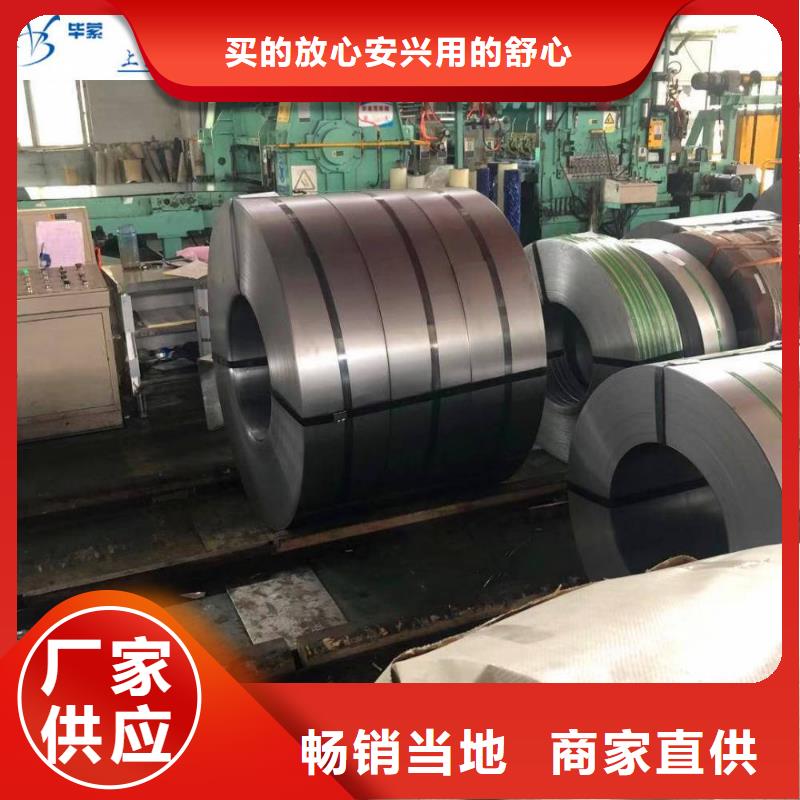
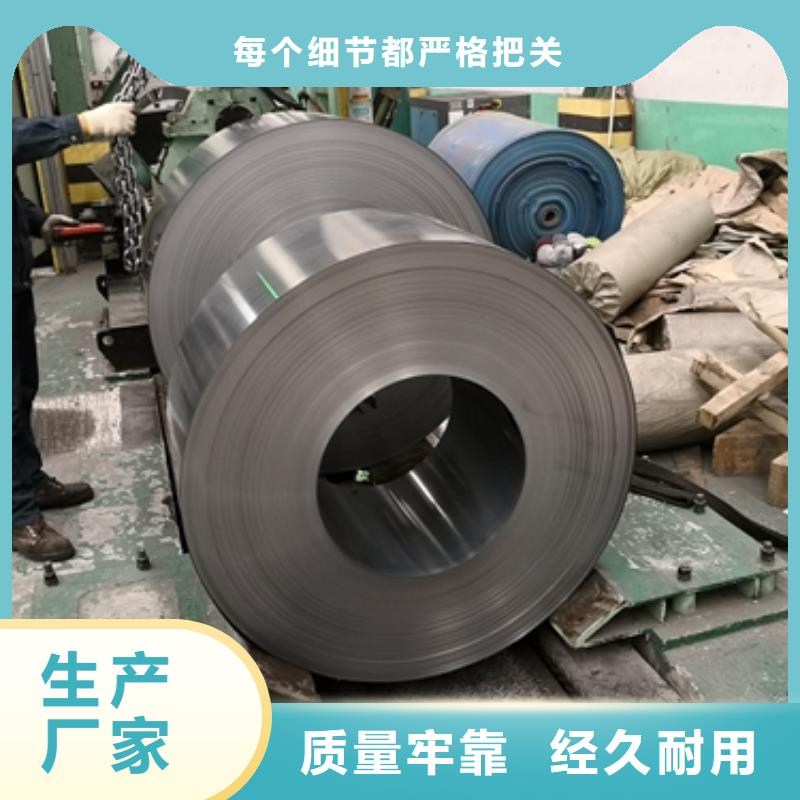
电工钢硅钢片硅钢是一种硅铁合金。用硅钢轧制的片材是电工领域中应用广的软磁材料,因而硅钢片又称电工钢片。硅钢片广泛用于电动机、发电机、变压器、扼流圈、电磁机构、继电器及测量仪表中电机工业大量使用厚度为0.35~0.50mm的硅钢片,用于:中型旋转机,压缩电机,通用马达,小型精密电机,电动汽车,压缩机,通用电机,电源变压器,精密变压器,节能电机,焊机变压器,稳压器,磁性密封器,加速器用电磁铁,汽车电机等;在电信高频技术中常用0.05~0.20mm的薄带钢片,以便更有效地降低涡流损耗。热轧硅钢片厚度为0.35~0.50mm,密度为7.55~7.70g/cm3,多用于大、中、小型交、直流电动机;冷轧无取向硅钢片厚度为0.35~0.50mm,密度为7.65~7.75g/cm3,多用于大型交流发电机、电动机,大、中、小型交、直流电动机;冷轧取向硅钢片厚度为0.23mm 0.27mm 0.3mm 0.35mm,密度为7.65g/cm3,多用于电力变压器、油浸式变压器,干式变压器,电抗器、磁放大器等;冷轧取向薄带厚度为0.05~0.20mm,多用于无线电高频变压器。

产品案例

公司实力

电工钢硅钢片Intro of iron core of automobile driving motor。At present, the motor technology of high-speed punching of stator and rotor iron core at home and abroad has developed rapidly. With the development of stamping equipment, new equipment with high quality, high efficiency and high precision has been provided for the production of motor punching pieces of high-speed punching of stator and rotor iron core at home and abroad, which has brought the motor punching process technology. Therefore, the design technology of new technology and equipment suitable for it has become a new research topic. The simultaneous separation of stator punching groove and stator punching groove of motor high-speed punching stator rotor iron core the simultaneous cutting of air gap between rotor punching and rotor punching groove is a new technological scheme applied to high-speed punching machine. This scheme has been widely used in foreign countries and has just begun research and application in domestic motor industry. Therefore, some discussions are made to realize the design technology of this technology according to the required technological equipment.The influence of motor high-speed punching of stator and rotor iron core: the influence of motor punching process technology of motor high-speed punching of stator and rotor iron core in new product development the traditional process of motor punching in our country is two categories: double punching and single punching, which are analyzed as follows:1) the process scheme of double punching groove: this scheme has good groove shape and uniformity, few processes and few tooling, but the tooling is complex and requires high precision, good equipment conditions, long tooling manufacturing cycle and Cheng Bengao, which is only suitable for mass production and is not conducive to new product development and small batch trial production.2) single-type punching process scheme: this scheme has poor groove shape, many processes, many tooling, many equipments, simple tooling, unstable quality, long production cycle and Cheng Bengao, and is only suitable for medium and small batch production.Requirements for high-speed punching of stator and rotor iron core of motor: 1. Positioning accuracy requirements. In this technological scheme, the two composite processes of punching groove separation and punching groove cutting air gap require the same positioning Benchmark, ensuring that the concentricity of the groove shape of the stator and rotor, the outer circular dove tail groove and shaft hole is not more than 0.02mm, the positioning of the center hole meets the technical requirements of concentricity, and the joint positioning of the small side hole and the center hole meets the requirements of circumferential orientation. 2. Precision requirements of composite process. Punching and groove separation compound process: This process has Groove-shaped convex mold and incision convex mold to complete the progressive blanking process. This process first punches and then cuts to separate the fixed and rotor punching pieces. The Two convex molds act synchronously on the same center track, and the central included angle between the two convex molds is one and a half times the central included angle of the groove. This process equipment is applied to high-speed punching machines, the groove-shaped indexing accuracy is guaranteed by the CAM stepping mechanism on the equipment;Electric vehicle is an economical and clean green vehicle based on electric drive,Environment and other aspects have * competitiveness, and can conveniently use modern control technology to realize its electromechanical integration, with broad development prospects.The motor drive system of the iron core of the automobile drive motor is the power source of the electric vehicle, and is the main body and internal basis for determining various performance indexes of the automobile operation. At present, electric vehicle motors mainly include DC motors, induction motors, permanent magnet brushless motors and switched reluctance motors.Automobile drive motor iron core permanent magnet brushless motor can be divided into two categories: one is permanent magnet synchronous motor with sine wave current,The other is the BLDC motor with rectangular pulse wave current.Two kinds of motors, the rotor is magnet, the motor rotor does not need brush and excitation winding, through stator winding commutation to generate rotating torque. Because the rotor has no excitation winding, no copper consumption, small magnetic flux and very small iron consumption at low load, therefore, the permanent magnet brushless motor has a high "Power/mass" ratio and can run at high speed. At the same time, it is easy to cool down because there is no abrasion of the rotor and the stator winding is the main heat source.The characteristics of the iron core of the automobile driving motor; The permanent magnet brushless motor of the iron core of the automobile driving motor has high reliability and high output power. Compared with other motors with the same rotating speed, it has the characteristics of small volume, light weight, easy maintenance, high efficiency, high power factor, etc. The rotor has small electromagnetic time constant and good dynamic characteristics of the motor. Through adjustment and conduction angle, constant power operation can be realized, and the efficiency of the motor can also be optimized by optimizing control angle, thus obtaining wider constant power operation area and higher efficiency.Overview of motor high speed punching stator and rotor iron core

优良的 浙江丽水冲压用钢、电工钢、硅钢、汽车大梁钢产品性能在长期的市场销售中受到众多合作客商的好评与青睐,已与众多大中型企业建立长期的合作关系。“重诚信、严质量”是我公司坚持的在发展宗旨,鹿程国际贸易有限公司真诚期待与四海客商、携手发展、合作共赢!

今年在浙江省丽水市购买电机专用钢B50A350分条加工有了新选择,鹿程国际贸易有限公司始终坚守以用户为中心的服务理念,将品质作为发展的基石。厂家直销,确保为您提供价格实惠且品质卓越的电机专用钢B50A350分条加工产品。如需购买或咨询,请随时联系我们,联系人:鹿丙伟-13764370568,QQ:871956683,地址:宝山区蕰川公路777号宝钢厂区607-609室。