
为了让您更地了解我们的不锈钢板用品质赢得客户信赖产品,只需花费一分钟时间,您就能发现更多令人心动的细节和优势,为您的购物体验增添更多惊喜。
以下是:不锈钢板用品质赢得客户信赖的图文介绍

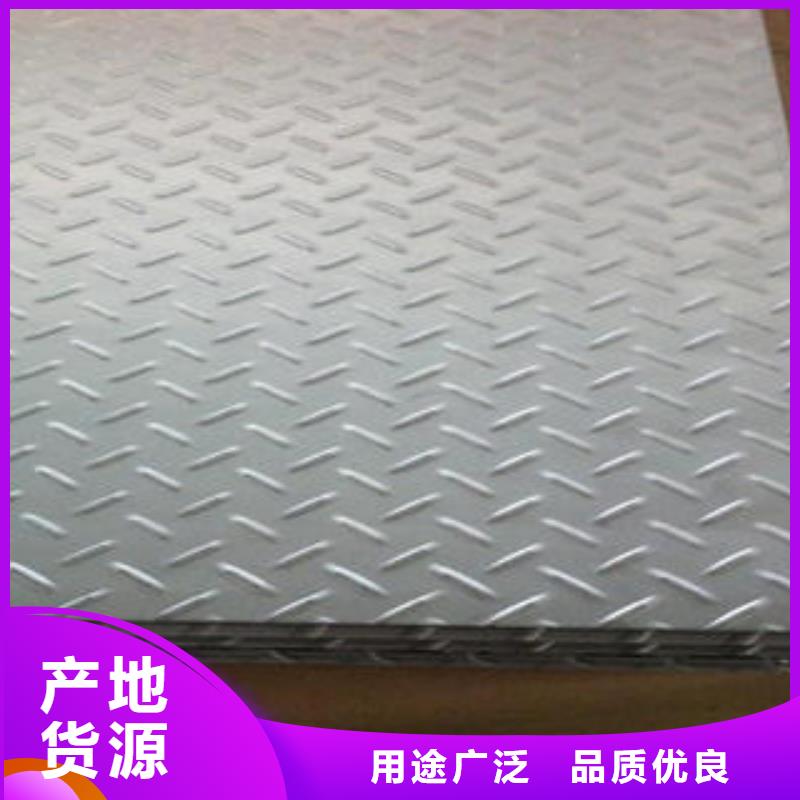
304不锈钢表面质量的好坏,主要决定于热处理后的酸洗工序,如果前一道热处理工序所形成的表面氧化皮厚,或组织不均匀,则用酸洗并不能改善表面光洁度和均匀性。所以要充分重视热处理的加热或热处理前的表面清理。
如果不锈钢板的表面氧化皮厚度不均匀,厚的地方和薄的地方下面的基体金属表面光洁度也不同,面且酸洗时表面氧化皮的溶解与氧化皮附着部位的基体金属被酸的侵蚀程度不同,所以,钢板表面就不均匀。因此,在热处理加热时,必须使之均匀地形成氧化皮。要达到这一要求,必须注意以下问题:
不锈钢板如果在加热时工件表面附着油,油附着部位的氧化皮厚度和其他部分的氧化皮厚度和组成就不同,而且会产生渗碳。氧化皮下基体金属被渗碳的部分将严重地受到酸的侵蚀。重油烧嘴初燃烧时所喷出的油滴,若附着在工件上,影响也很大。操作人员的指纹附着在工件上时也会有影响。所以,操作人员不要用手直接触摸不锈钢件,不要使工件沾上新的油污。必须戴清洁的手套操作。
如果不锈钢板的表面氧化皮厚度不均匀,厚的地方和薄的地方下面的基体金属表面光洁度也不同,面且酸洗时表面氧化皮的溶解与氧化皮附着部位的基体金属被酸的侵蚀程度不同,所以,钢板表面就不均匀。因此,在热处理加热时,必须使之均匀地形成氧化皮。要达到这一要求,必须注意以下问题:
不锈钢板如果在加热时工件表面附着油,油附着部位的氧化皮厚度和其他部分的氧化皮厚度和组成就不同,而且会产生渗碳。氧化皮下基体金属被渗碳的部分将严重地受到酸的侵蚀。重油烧嘴初燃烧时所喷出的油滴,若附着在工件上,影响也很大。操作人员的指纹附着在工件上时也会有影响。所以,操作人员不要用手直接触摸不锈钢件,不要使工件沾上新的油污。必须戴清洁的手套操作。


不锈钢到现在有90多年的发展历史,许多不同的不锈钢性能。根据组织结构,分为马氏体不锈钢(含不锈钢)、铁素体不锈钢、奥氏体不锈钢和奥氏体不锈钢双相不锈钢等四大类;根据铬不锈钢、铬、镍、不锈钢、低碳不锈钢、高钼不锈钢、高纯不锈钢等化学成分;根据性能特点和用途,分为不锈钢、不锈钢、不锈钢、耐腐蚀不锈钢、不锈钢、高强度不锈钢等;按功能分为低温不锈钢、不锈钢、不锈钢、超塑不锈钢等;不锈钢按组织结构为铬不锈钢和铬镍不锈钢2种; 使用分硝酸不锈,耐硫酸盐铁,耐海水不锈钢;根据腐蚀点类型可分为不锈钢,高应力腐蚀不锈,耐晶间腐蚀等。根据功能特点,分为无磁不锈钢、易切削不锈钢、低温不生锈、高强度不锈钢等。 随着科技的发展,激光已经在我们生活中得到了广泛的应用,如用于准确定位,以及测量设备等,激光切割机作为近几年新兴的工艺手段,能把能量密度很高的激光束照射到待加工工件上,使局部受热熔化,然后利用高压气体吹去熔渣形成切缝。激光切割机的这些特点奠定了它的优势。割缝窄,精度高,割缝粗糙度好,切割后无需后道工序的再处理。激光的自动化程度高,可以全封闭加工,无污染,噪声小,极大的改善了操作人员的工作环境。加工成本低廉。设备的一次性投资较贵,但连续的、大量的加工超终使每个零件的加工成本降低下来。激光为非接触加工,惯性小,加工速度快,配合数控系统的CAD/CAM的软件编程,省时方便,整体效率很高。



昌盛源不锈钢板生产厂家有限公司(龙岩分公司)是一家专注于 不锈钢管的生产、销售于一体的综合实体企业。公司成立以来全体员工努力奋斗,逐步发展壮大。 公司拥有高素质的销售、服务团队,24小时为您提供贴心的销售服务与技术支持,让您购买放心,使用更安心。公司本着“供优质产品、做样板工程,树企业形象”的生产、供货、服务理念,获得了业主、用户的广泛好评,并在上下游同行中树立了良好的企业形象。昌盛源不锈钢板生产厂家有限公司(龙岩分公司)始终坚持“诚信至上、互惠互利,共同发展,合作共赢”的经营理念,以“质量、技术、服务、诚信、共赢”为立业之本,形成了完善的生产、销售、服务、售后一站式的企业经营体系。优质的产品,优惠的价格是我们对客户的回报,高品质的服务是我们对客户永远的承诺!公司愿与各行各业进行广泛的交流与合作。热忱欢迎业界同仁前来考察、莅临指导、洽谈业务。

如果在焊接或修磨过程中不锈钢在空气中被加热到一定的高温,焊缝两侧、焊缝的下表面和底部都会出现铬氧化物热回火色。 热回火色比氧化保护膜薄,而且明显可见。颜色决定于厚度,可呈见彩虹色、蓝色、紫色到淡黄色和棕色。较厚的氧化物一般为黑色。它是由于在高温或长时间在较高度下停留所致。当出现任何一种这类氧化层时,金属表面的铬含量都会降低,造成这些区域的耐腐蚀性降低。在这种情况下,不仅要热回火色和其它氧化层,还应对它们下面的贫铬金属层进行清理。 制作前或制作过程中有时会看到不锈钢产品或设备上生锈,这说明表面受到严重污染。设备投入使用前必须把锈掉,彻底清理过的表面应通过铁试验和/或水试验进行检验。
